Kako zavariti profilnu cev
Profilne cevi se često koriste za konstrukciju metalnih konstrukcija, za stvaranje okvira za staklene bašte, za postavljanje ograda ili za podmazivanje podložnih vibracijama prilikom instalacije ograda. Cijevi su napravljene od kvadratnih i pravougaonih dijelova, ponekad ovalnih. Naučite kako zavariti profilnu cev tako da je proizvod izdržljiv i šav je lep.
Šta je profilna cijev
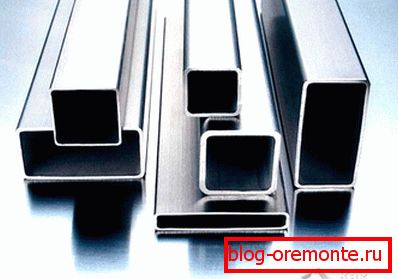
Profilna cijev je vrsta metalne rolne, napravljena je pomoću kružnog kalupa. Nakon toplotne deformacije uklanja se napon metala. Materijal za proizvod je ugljenični čelik ili nerđajući čelik. Presek cevi kreće se od 10 × 10 mm do 500 × 400 mm. Debljina njihovih zidova je od 1 do 22 mm. Takve cevi imaju značajne prednosti:
- Veliki izbor veličina vam omogućava da izaberete materijal za bilo koji metalni rad.
- Standardne veličine olakšavaju spoj zglobova.
- Jedinstvena debljina cijevi omogućava pouzdan šav.
- Glatka površina.
- Težina cijevi je manja od ukupnih metalnih valjanih proizvoda, a njegova konstrukcija je olakšana.
Pre zavarivanja profila cevi, vredi razmisliti o savjetima stručnjaka o tehnologiji rada. Za zavarivanje čeličnih cevi se koristile poznate vrste zavarivanja: električni, gasni, kontaktni i poluautomatski. Hajde da razmotrimo detaljno kako da pripremimo profilnu cev na svakom od navedenih načina.
Zavarivanje električnim lukom

Jednostavnost upotrebe i visokokvalitetni šav, kao i mogućnost korištenja elektrolučnog zavarivanja za rad na teško dostupnim mjestima, učinili su ovaj metod veoma popularnim. Korišćenje proizvoda sa debljinom zida više od 4 mm zahteva pripremu ivice. Za rad ćete trebati aparat za zavarivanje koji se može iznajmiti ako ga nemate.
Profilna cijev je zavarena na različite načine: prekrivena, zglobna, T-spojnica ili pod bilo kojim uglom. Kvalifikovani zavarivači savetuju donju poziciju šava, ali morate voditi sopstvenim uslovima, možete koristiti horizontalni ili vertikalni šav.
Za rad ćete trebati:
- aparat za zavarivanje;
- elektrode;
- štitnik za lice i rukavice;
- Pribor za pričvršćivanje cijevi;
- brusni papir i metalna četka.
Selektovanje elektrode

Kvalitet priključka zavisi od vrste elektroda koje se koriste za zavarivanje profilne cevi. Elektroda male veličine neće obezbediti čvrstoću šava, a prekomerna debljina će dovesti do sagorevanja cevi. Pogodna elektroda treba da održava stabilan luk i spreči oksidativne procese.
Profilne cijevi istog prečnika se zavaruju elektrodama bez potrošnog materijala koristeći argon kao zaštitni gas.
Izbor prečnika elektrode zavisi od veličine zidova cevi. Za tanke metale do 2 mm, pogodna je elektroda od 1,5 mm, za debele metale od 2-3 mm potrebna je elektroda od 2 mm. Za metal impresivnu debljinu? Potrebna je 4-6 mm elektroda O 4 mm.

Detalji za zavarivanje su fiksirani na posebnom stolu ili napravljeni za ovaj uređaj. Od njih je neophodno ukloniti prljavštinu i maziva. Za zaštitu strukture vrši se vezivanje metala od metala. Nakon usklađivanja, glavni proces se obavlja. Zavarivanje olovnog luka sa brzinom koja dozvoljava da se ivice rastopi, ali metala nema vremena prolaziti unutra.
Ne postoji opšta preporuka o pravilnom obavljanju zavarivanja, optimalna brzina se bira na praktičan način.
Za tankoslojne cevi, zavarivanje se vrši istovremeno, a za priključenje debelom metalu traje nekoliko prolaza kako bi se zavarili svi slojevi. Podelivanje ivica omogućava vam da izvodite nekoliko šavova i smanjite metalni stres. Na način zavarivanja zavarivanja utiču struja struje, polaritet, prečnik elektrode, napon, vrsta struje. Struja može varirati od 20 do 90 ampera, izračunava se na osnovu debljine elektrode. Pri radu sa tankim metalom preporučuje se direktna struja sa obrnutim polaritetom.
U postupku zavarivanja se stvara šljaka, što smanjuje čvrstoću šava i mora se periodično srušiti. Nakon što se šava ohladi, uklanja se. Mesta, zagrevana na visokoj temperaturi, brže rđaju, tako da zahtevaju temeljitu zaštitu od korozije.
Gasno zavarivanje

Za rad je neophodno:
- kiseonik;
- mjenjač;
- acetilenski cilindar;
- šipke;
- baklje i saveti;
- creva koja obezbeđuju gas do gorionika.

Zavarena konstrukcija zahteva fiksiranje i čišćenje površine, sa debljinom metalnog zida od 5 mm, vrši se košuljica. Pred-premazivanje površina za zavarivanje sa fluksom stvaraće film koji štiti od oksidacije i čini šiv jači. Spaljivanje održava mešavinu kiseonika i acetilena, što dovodi do toga da staljeni metal ispunjava prazninu. Ovaj metod je manje uobičajen zbog činjenice da je skuplji, a rad sa gasnom opremom je opasniji i zahteva stručnu obuku gasnog zavarivača.
Da bi se poboljšao njegov kvalitet dozvoljava aditiv, koji je odabran za ove namene. Za tankoslojne cevi koristi se metoda zavarivanja desno-levo. Ležište isporučuje se ispred gorionika. Jednodno topljenje aditiva i ivica omogućava oblikovanje pouzdanog i urednog šava. Obloga šiva sa fluksom stvara film koji štiti od oksidacije. Cevi debljine zidova su spojene sa leva na desno, dodatak se nalazi iza gorionika. Nakon hlađenja, šavom će biti potrebno poboljšanje. Svaka faza zahteva verifikaciju geometrije, pri identifikaciji distorzija neophodno je nivelirati strukturu.
Gasni gorionici se ne smeju koristiti za spojeve tankih zida sa profilisanim cijevima zbog visokih temperatura, jer se ivice proizvoda rastopaju i deformišu.
Gasno zavarivanje je skuplja metoda, pošto je kupovina acetilena mnogo skuplja od električne energije koja se koristi za zavarivanje luka. Ali u odsustvu izvora energije, postaje neophodan.
Zavarivanje otpornosti

Такой метод не имеет широкого распространения в быту и используется только профессиональными сварщиками. Он применяется в местах, где установлено специальное оборудование. Этот сложный вид сварки выполняется за счет давления электродов на детали и при одновременном пропускании электрического тока. Процесс происходит без использования присадок. Zavarivanje otpornosti обеспечивает надежное соединение кромок. Пластическая деформация от сжатия и кратковременное увеличение температуры от пропускания тока, формируют неразъемное соединение металла.
Korisni saveti

Zavarivanje u obliku cijevi ima nekoliko tajni:
- Deformacija od visoke temperature je izraženija nego kod okruglih cijevi.
- Taljenje metala može dovesti do preklapanja unutrašnjeg prostora. U slučaju kada je cijev vazduha važna, neophodno je osigurati da u proizvodu nema kapljica metala.
- Krajnja veza izaziva pojavu visokog napona na uglovima zbog neujednačenog zagrevanja i nepravilnog stvaranja metalnih valjaka.
Имея небольшой опыт работы со сварочным аппаратом, вы без проблем сварите необходимую конструкцию из профильных труб. Video с пояснениями от профессиональных сварщиков помогут разобраться с деталями.
Video
Ovaj video pokazuje kako se poluautomatsko zavarivanje profilisanih cevi vrši sa zavarivačkom žicom:
Ovaj video nije obrazovni. Prikazan metod omogućava, bez veštine, da zavari prilično tanak profil zglobova bez gašenja: